
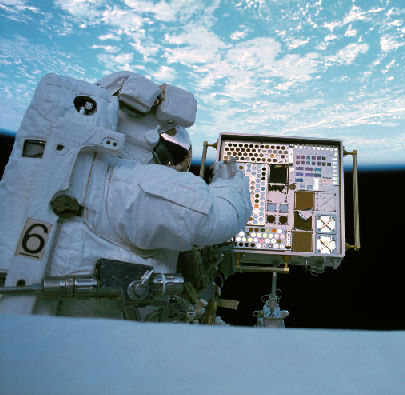
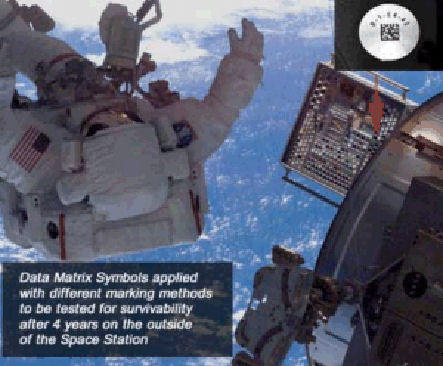
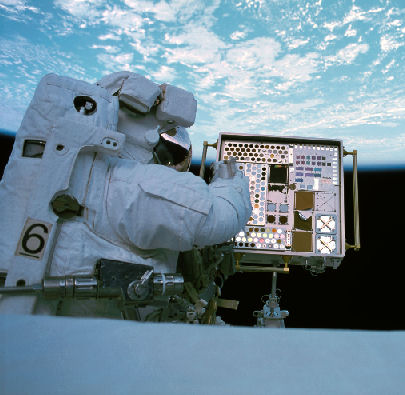
 Ferro Corp.'s CerMark laser marking materials have survived nearly four years of Low Earth Orbit exposure on the exterior of the International Space Station. CerMark supplied bar code test marks on aluminum and glass, passing NASA's criteria for its Material International Space Station Experiment (MISSE). MISSE was a multi-stage experiment designed to establish part identification methods and techniques that might survive the rigors of space.
Ferro Corp.'s CerMark laser marking materials have survived nearly four years of Low Earth Orbit exposure on the exterior of the International Space Station. CerMark supplied bar code test marks on aluminum and glass, passing NASA's criteria for its Material International Space Station Experiment (MISSE). MISSE was a multi-stage experiment designed to establish part identification methods and techniques that might survive the rigors of space. On the lower portion of the ISS airlock chamber, the marks were exposed to the experiment's harshest conditions, receiving the maximum amount of UV radiation and atomic oxidation. Post-flight, NASA evaluated each mark based on percentage of contrast, axial uniformity, print growth and error correction. The marks passed all of NASA's test criteria, grading no lower than a "B" on all of the markings.
"This is a significant achievement for CerMark's laser marking business and Ferro Corporation as well," said David Smith, sales manager, Laser Marking. "Our products have consistently produced high-quality, durable marks for years -- and few products can claim space as a test market. We welcomed the opportunity and are extremely pleased with the results."
For more information about CerMark's laser marking materials or the MISSE experiment, please contact Dave Smith at (800) 245-4951, ext. 5503, or at smithde@ferro.com

{kind=link}